专注全球两三轮车换电一站式解决方案
02083859919 18038691298

由于锂离子电池解决了电能的一个非常重要的问题——便携式,并且对环境非常友好,它被广泛应用于许多需要充电的便携式设备,如手机、电脑、相机、电动汽车、充电宝等。您可以在我们日常生活中使用的几乎所有电子设备中找到它。虽然锂离子电池很常见,但大多数人对其结构和原理了解不多。因此,本文将对锂离子电池的基础知识进行专业的讲解,阅读后,您将对锂电池有一个新的认识。
1锂离子电池的基本原理
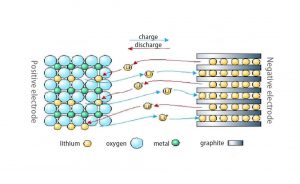
以锂钴石墨系统为例:
阳极发生了什么
LiCo02=Li1-xCo02+xLi++xe–(电子)
阴极发生了什么
6C+xLi++xe–(电子)=LixC6
2锂离子电池的基本结构

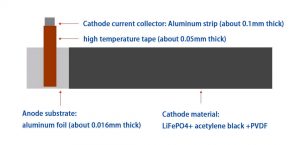
2.1锂离子电池阳极结构
活性物质+导电剂+粘合剂+集电体(铝箔)
2.2正极结构锂离子电池
活性物质+导电剂+增稠剂+粘合剂+集电体(铜箔)
2.3隔板结构锂离子电池
聚烯烃隔板的结构与特性

3各工序控制点
3.1混合:
工作流程内容:
阳极(阴极)浆料的制备,是一种包括阳极(正极)活性物质、导电剂、粘合剂和其他阳极(负极)物质的材料的混合过程。具体而言,混合是将电池材料和辅助材料的活性材料置于溶剂中高度分散,形成牛顿型高粘度流体,然后确保活性物质、导电剂、粘合剂和其他添加剂充分混合、均匀分布的过程。
控制点:
(1) 原材料应满足工艺要求,如材料类型和型号、每个部件的数量;
(2) 正极不能带水;
(3) 注意干燥设备,控制室内湿度;
(4) PVDF溶解过程相对缓慢,PVDF应在制浆前溶解在NMP中,CMC也是一种困难的溶液,CMC应在制浆之前溶解在水中;PVDF和CMC应充分溶解并均匀分散。如果存在颗粒粘合剂或增稠剂,则必须增加混合时间或改变混合过程。
(5) 加入导电剂和活性物质后,浆料应均匀,无团聚颗粒,并应去除浆料中的气泡,阳极粘度:4000-10000mpa.s,阴极粘度:1500mpa.s。浆料粘度和固体含量对涂覆过程有重要影响。
固体含量测试方法:
固体含量=固化后的浆料质量/浆料质量*100%
3.2涂层和干燥:
工作流程内容:
涂覆过程是将浆料涂覆到集电体上,干燥是去除浆料中的所有溶剂。锂电池电极涂层与普通涂层明显不同:浆料湿涂层较厚,浆料为牛顿型高粘度流体,流体流动需要剪切应力,随流速的变化而变化。涂层厚度的调整很难按照标准方式进行,这也是涂层机过程中的难点。它需要高度的操作员熟练程度和经验。极片涂层的精度非常高,厚度偏差约为±3um,因此对设备的要求非常高。
控制点:
(1) 为了尽可能保证涂层的一致性,操作时应注意浆料粘度的变化、料斗上液位高度的变化、涂层速度的变化;
(2) 铝箔上的薄层浆料在烘箱中干燥,去除NMP溶剂(NMP沸点202℃,闪点95℃)。干燥过慢,涂层表面有流动性,厚度不稳定,干燥过快,表面形成PVDF膜,内部NMP溶剂挥发会导致表层起皱现象。为了确保NMP的均匀蒸发,通常采用分段干燥,中间段温度最高。正极一般为100-130℃,负极如为水系统,干燥温度一般为75-90℃;而干燥过程中NMP挥发,涂料浆料成分不断变化,所以NMP溶剂制备浆料的用量、加热方法和加热时间,都有影响;
(3) 加热温度或时间不够,难以去除浆料中的液体,使部分粘合剂溶解,导致活性物质剥落;加热温度过高,粘合剂结晶,也会使活性物质剥落,导致电池短路。此外,干燥温度和干燥时间不当也会导致铝箔氧化和湿极
(4) 涂层和干燥前三次要做厚度、质量、尺寸是否符合要求,并定期检查相应的制浆速度、烘烤时间、间隙等。

条纹和深色条纹的解释:
暗痕是由于涂装时极靴表面部分厚度不均匀,呈现色差和暗痕外观。厚度不均匀的原因可能是:(1)在制浆过程中,存在异物或叶片表面不均匀(存在间隙),导致极片表面厚度不均匀;(2) 滚筒压榨前后的线性痕迹:更多的原因是刀片没有打开谷物,或者有少量干燥的浆料粘在刀片上。
3.3压延和切片
工作流程内容:
一方面,电极片可以被压实以增加电极片的比容量,使得活性物质可以与导电剂和集电体充分接触,这有利于活性物质的电化学性能。另一方面,轧制后,极靴强度提高,光洁度提高,有利于后续加工,减少损耗。
控制点:
(1) 轧制时注意厚度要求;
(2) 压制时应注意气泡、材料、杆变形、波浪边缘等。;
(3) 滚筒直径越大越好;
(4) 磁极片切割尺寸符合工艺要求,无材料脱落,无波浪边,毛刺符合工艺要求;
3.4极靴
控制点:
(1) 无粉末,波状边缘;
(2) 极靴尺寸符合工艺要求;
(3) 粘贴和电极凸耳焊接符合要求;
(4) 毛刺符合工艺要求。

3.5滚入壳点底部焊接坡口
遵循阴极覆盖阳极原则,有以下控制点:
(1) 缠绕头尾,阴极极超过阳极极5mm以上;
(2) 电极边缘的阴极电极覆盖阳极电极(X射线检测)
(3) 点底焊接符合工艺要求——焊接张力,不是虚拟焊接,而是焊接。
(4) 滚动槽符合工艺尺寸,无涂层损失等外观问题,无翘曲垫片现象。
3.6烘烤液注入
所有控制点的主要目的:湿度控制!
水分不合格的后果:CID周转后电池组分容量低,电池容量低,压力低,循环不良等。
此外:液体注入量也是一个重要的控制点。
3.7密封
控制点:
(1) 满足密封工艺尺寸;
(2) 气密性符合要求;
(3) 无外观问题。
3.8地层和容量分级
成型:根据工艺要求设置工作步骤,小电流放电,最终电压不高于3.7V;
产能分级:根据工艺要求设置产能分级步骤;
PS:温度对形成和容量有很大影响,因此车间温度应得到控制。
形成目的:
(1) 活化阳极和阴极材料;
(2) 阳极形成SE膜。
成膜反应一般为:电压<1.2V
当电压低于2.5V时,主要产生H2和C02;当电压高于3.0V时,EC、EMC和DMC分解并产生其他烷烃气体。电池在3.0-3.5V时产生最多的气体;在3.5V之后基本上生成SEI膜;当电压高于3.8V时,DMC和EMC分解并产生最多的气体。
4锂离子电池的基本概念
电压:电压3.0-4.2/2.5-4.2(单位:V)当电器工作时,放电时电压持续下降。平台电压是指占整个放电时间大部分的电压。一般标称电压是平台电压的中心电压。在该电压附近,充电和放电时电压变化缓慢。
内阻:铁芯本身的电化学阻抗,包括欧姆电阻和核化学电阻。在大电流下放电时,内阻对放电特性有特别显著的影响(单位:mΩ)。
容量:指在一定放电条件下,电池可获得的电量,即随时间变化的电流(单位:mAh或Ah)。
速率:以标称容量的倍数表示电池的放电容量。
循环:指二次电池根据某一系统进行充电和放电,其性能下降到一定程度的循环时间。
储存性能:储存一段时间后,由于某些因素的影响,电池性能会发生变化,导致电池自放电、电解液泄漏、电池短路等。
放电特性:指电池在一定的放电系统下,其工作电压稳定性、电压平台和大电流放电性能,它显示了电池产生负载的能力。

电话:02083859919 手机:18038691298
公司地址:广州市黄埔区光谱西路TCL创意产业园530室 邮箱542298629@qq.com
Copyright @ 2026 广州太空人新能源科技有限公司 版权所有 ICP备案:粤ICP备2023005659号-1No:76990
