专注全球两三轮车换电一站式解决方案
02083859919 18038691298

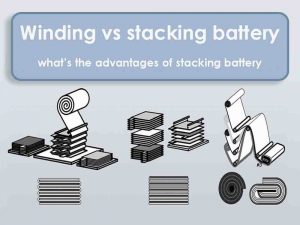
电池制造工艺主要分为两条技术路线:堆叠工艺和卷绕工艺。在三种不同形式的锂电池中,圆柱形电池只使用卷绕工艺,柔性包装工艺只使用堆叠工艺,方形电池可以使用卷绕工艺也可以使用堆叠工艺。
目前,像全球动力电池公司这样的全球领先电池公司的未来产品规划正在逐步转向堆叠电池。本文将主要介绍卷绕式电池与堆叠式电池的优缺点。
什么是卷绕和堆叠电池
卷绕结构是通过固定的卷绕针的卷绕,将电池的正极片、隔板、负极片和隔板像口香糖一样卷绕在一起,挤压成圆柱形或椭圆圆柱形或正方形。
缠绕的电芯可以形成硬壳圆柱形绕组和方形绕组。圆柱形卷绕电池代表特斯拉的圆柱形电池,18650、21700和4680电池;方形绕组电芯是大多数汽车公司常用的另一种电芯。
堆叠结构是将负极和正极极片切割成所需尺寸,然后将正极极片、隔板和负极极片堆叠成小电池单体,然后将小电池单单体平行堆叠,形成电池模块。
绕组与堆叠电池
绕组电池的优点
与堆叠电池相比,缠绕工艺的优点主要在于加工成本低、效率高、质量高。
● 易于点焊。每个锂电池只需要点焊两个地方,很容易控制。
● 简单的生产控制。一个锂电池有两个极片,便于控制。圆筒绕组在市场上存在已久,技术成熟,一致性好。
● 方便的分切。每个电池只需要对阴极和阳极进行一次切割,难度较小,产量高。

绕组电池的缺点
与堆叠电池相比,电池的缠绕困难在于两个修边的毛刺、两侧的对齐以及缠绕张力的控制。
● 高内阻和大极化
与堆叠式电池相比,电池的内部极化消耗了部分电压,阴极和阳极只有一个凸耳,因此充放电比性能较差。
● 散热效果差
以前,圆柱形绕组的单电芯很小,散热需要间隔。与堆叠电池相比,每单位体积的模块重量大而方正,便于散热,但尺寸固定,重新开发定制模具的成本较高。
电芯之间的隔热措施不易操作,处理不当容易造成局部过热,从而导致热量传播失控;全极耳绕式电池内阻小,解决了高能量密度电池发热的问题,但新技术仍存在工艺难点。
● 电池厚度难以控制
由于电芯内部结构不均匀,极耳、分离器端部和电芯两侧的厚度容易不均匀。
堆叠电池的优点
与卷绕电池和堆叠电池相比,堆叠工艺的优势主要在于大电芯的优势。
● 更高的容量密度。与卷绕电池和堆叠电池相比,电极板膨胀,堆叠的充电和放电功率更好。
● 高能量密度。与卷绕电池和堆叠电池相比,堆叠的利用率更高,负载电极板的面积更大,能量密度更高。
● 灵活的尺寸。它可以像18650电池一样根据锂电池的大小进行加厚,也可以用作异性电池。
堆叠电池的缺点
在比较绕组与堆叠电池时,堆叠工艺的缺点主要在于内部短路的风险很高。
● 它很容易焊接
与堆叠电池相比,缠绕过程只需要两个修边,与此不同,缠绕过程易于控制毛刺和对齐。堆叠结构需要四个修边,这很难控制并且合格率低。
● 设备成本高
控制切边需要高精度的半自动或全自动设备,因此设备成本和输出成本较高。目前,我国层压机的效率大多为0.8片/片,远远落后于其他国家0.17片/片的层压机。
与堆叠电池相比,即使使用高精度机器进行层压和缠绕,高速缠绕也比高速堆叠更容易以低成本实现。
总结
通过绕组与堆叠电池的比较,堆叠工艺具有更高的技术要求和更多的初始成本投资。与卷绕电池和堆叠电池相比,堆叠电池通常用于软包装电池和比亚迪刀片电池结构。
软芯采用铝塑膜包裹,尺寸灵活,能量密度高,但机械强度差,密封过程困难,难以使PACK能量密度高。
比亚迪的CTP采用无模块方案,其中电池芯充当模块,模块的保护壳被移除,刀片电池本身充当电池的梁。每单位体积装载更多的电池,大大提高了空间利用率和系统能量密度。
卷绕电池与堆叠电池将在未来形成互补和竞争
对于动力电池来说,大容量、低成本的电池是大势所趋。在比较绕组与堆叠电池时,堆叠工艺可以更好地发挥大电芯的优势,在安全性、能量密度和工艺控制方面都优于绕组。
未来,储能电池将以方形堆叠电池为主。与卷绕电池和堆叠电池相比,堆叠电池具有发展潜力,以刀片电池为代表的储能堆叠电池的发展势头在近两年开始显现。

数据显示,方形堆叠电池在储能市场整体渗透率约为7%,广泛应用于家庭储能系统、工商业储能以及源网侧储能项目。理论上,与卷绕电池和堆叠电池相比,堆叠电池具有体积能量密度上限更高、内部结构更稳定、循环寿命更长的优点。它与大容量电池的生产工艺有更高的匹配度。但存在设备投资成本高、收率低、效率不够、工艺难度大等缺点。电芯大容量、低成本是大势所趋,压实密度和能量密度难以平衡。
如果追求耐久性需要更高的能量密度,即需要增加涂层厚度和压实密度,以便在相同体积下获得更多的电能。轧制是锂电池电极片最常用的压实工艺。两侧涂有颗粒状涂层的电极板被送入两个辊之间的间隙,涂层在辊的线性载荷下被压实。在工业生产中,锂电池极片一般采用滚筒机连续轧制。碾压的目的是增加正极材料的压实密度,增加电池的放电容量,降低内阻,降低极化损耗,延长电池的循环寿命,提高锂离子电池的利用率。
但是,如果你想快速充放电并提高电池电量,就不应该按压太用力,并且压实密度应该较低,为锂离子提供更快的移动通道。为了追求高安全性,电芯的隔离膜越厚越好,以防止电芯内部短路,提高安全性。然而,隔离膜越厚,能量密度和功率就越低。随着堆叠工艺的成熟和机器设备效率的提高,堆叠电池技术效率低、成本高的问题可能会得到解决。卷绕与堆叠电池的结果是,它们将形成互补竞争的竞争模式。

电话:02083859919 手机:18038691298
公司地址:广州市黄埔区光谱西路TCL创意产业园530室 邮箱542298629@qq.com
Copyright @ 2026 广州太空人新能源科技有限公司 版权所有 ICP备案:粤ICP备2023005659号-1No:76990
